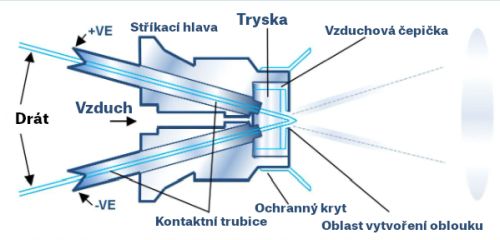
Nástřik obloukem využívá stejnosměrné proudu k napájení dvou vodivých drátů: jednoho kladného a druhého záporného. Tyto napájené dráty jsou poté přivedeny přes tzv. podavač do hlavy metalizační pistole. Z pistole jsou dráty vyvedeny skrz kontaktní trubice proti sobě a když jsou dostatečně blízko sebe (cca 1 mm), dojde mezi nimi k vytvoření elektrického oblouku a okamžitému tavení drátu. Zároveň se do pistole přivede suchý stlačený, který fouká do nataveného drátu, tím ho atomizujeme na malé kapičky a může se začít stříkat na připravený substrát. Když kapičky narazí na substrát, zploští se a vytvoří tzv. splat. Tyto splaty se jako lamely vzájemně překrývají a vytvářejí extrémně silné mechanické spojení.
Kovové povlaky zinku, Zn / Al a hliníku jsou anodické vůči oceli. Galvanické zinkování a stříkání elektrickým obloukem chrání ocel stejným způsobem: vytvářejí ochrannou anodickou vrstvu na ocelovém substrátu. Jelikož jsou povlaky méně ušlechtilé než ocel, korodují přednostně („obětují se“) a chrání tak před korozí samotný ocelový substrát.
Tloušťka povlaku může být různá. To znamená, že může být nastříkána na tloušťku pouhých 50 μm nebo až 3 mm. Nástřiky o tloušťce větší než 6 mm se doporučují vrstvit několika průchody.
Výsledkem procesu je nehomogenní anizotropní laminární struktura povlaku.
Tato technologie se používá především pro antikorozní a technické nástřiky.
Charakteristika nástřiku obloukem
- aplikace nástřiku ručně i strojně
- přídavný materiál ve formě drátu
- napětí oblouku 20 – 40 V, proud 40 – 650 A
- tlak stlačeného vzduchu 2 – 7 bar
- teplota plamene 3000 – 6000 °C
- průměr drátu 1,6 – 5,0 mm
- teplota roztavených částic 3800 – 4000 °C
- rychlost částic 50 – 150 m/s
- vzdálenost nástřiku 50-200 mm
- tloušťka vrstvy > 50 μm až 3 mm
- výkon až 80 kg nataveného drátu za hodinu
- přilnavost (adheze) 10 – 80 MPa
- porozita 10 – 20 %
- obsah oxidů střední